
Kontrola Sistemo En Margarina Produktadlinio

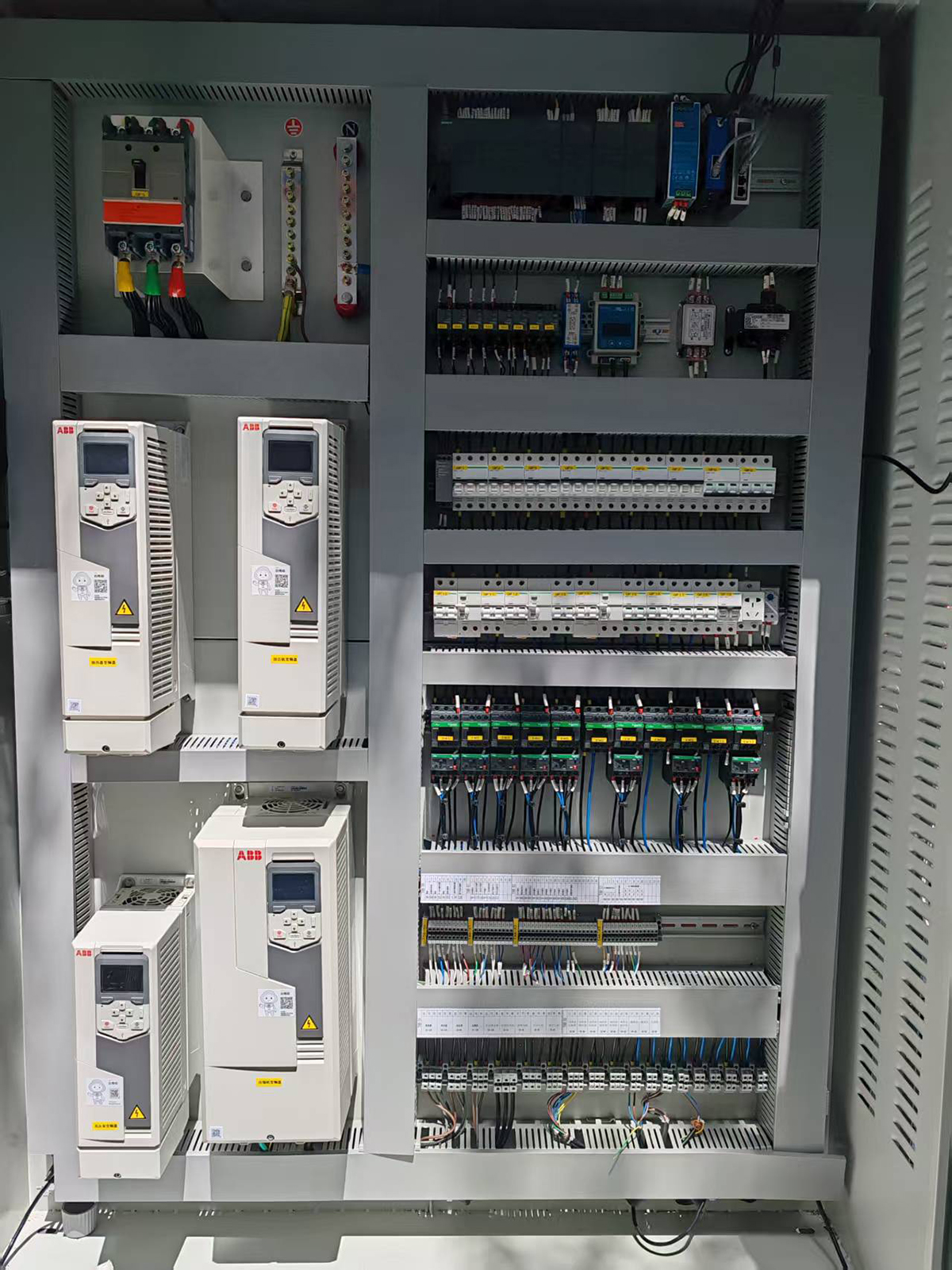
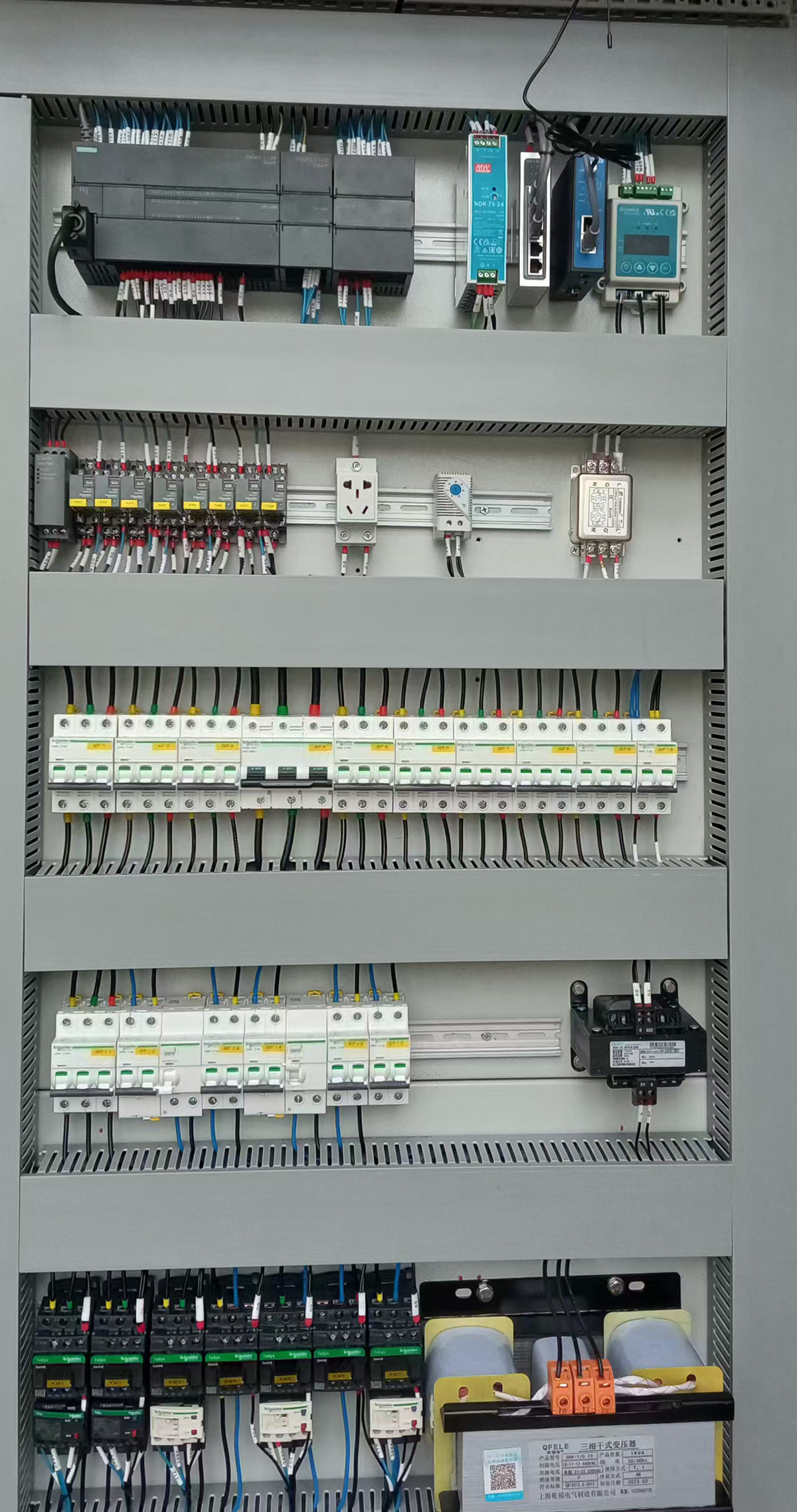
Ekipaĵa Foto
Priskribo
Jen detala priskribo de ĝia rolo, komponantoj kaj funkcioj en margarinproduktado.
1. Kerna Celo de la Kontrola Sistemo/Sistemo

La ĉefa celo estas aŭtomatigi, monitori kaj kontroli la tutan produktadprocezon por certigi:
- Konstanta Produkta Kvalito:Unuforma gusto, teksturo, koloro kaj fandkapabloj en ĉiu aro.
- Produktada Efikeco:Maksimumigu la trairon kaj minimumigu malŝparon kaj malfunkcitempon.
- Recepto-Administrado:Precize efektivigu malsamajn formulojn por diversaj produktaj tipoj (ekz., malmola blokmargarino, mola ujo, malgrasaj ŝmiraĵoj).
- Sekureco:Monitoru kritikajn sekurecajn parametrojn (premo, temperaturo) kaj administru krizajn haltigojn.
- Datuma Spurado kaj Spurebleco:Registru ĉiujn procezajn datumojn por kvalito-kontrolo kaj plenumo de regularoj.
2. Ŝlosilaj Komponantoj de la Kontrola Sistemo
Tipa sistemo konsistas el kaj aparataro kaj programaro:
Aparataro:

- PLC (Programebla Logika Regilo):La fizika "kontrolsistemo" aŭ ŝranko, kiu enhavas la komputilan cerbon, enigajn/eligajn (I/O) modulojn kaj komunikajn kartojn.
- HMI (Homo-Maŝina Interfaco):La tuŝekrana panelo proksime al la ekipaĵo, kie funkciigistoj povas monitori la procezon, vidi alarmojn kaj fari manajn alĝustigojn.
- Sensiloj kaj Instrumentoj:Ĉi tiuj estas la "okuloj kaj oreloj" de la sistemo, kiuj transdonas datumojn al la PLC. Kritikaj estas:
- Temperatursensiloj (RTD-oj, Termoparoj):Sur pasteŭriziloj, malvarmigaj tuboj, skrapitaj surfacoj varmointerŝanĝiloj, kaj ripozaj tuboj.
- Premtransmisiloj:Sur altpremaj pumpiloj kaj tuboj.
- Flumezuriloj:Por mezuri la precizan kvanton de oleoj, akvo kaj aldonaĵoj.
- pH-sondiloj:Por monitori la acidecon de la akva fazo.
- Nivelaj Sensiloj:En ingrediencaj tankoj kaj siloj.
- Aktuatoroj kaj Veturiloj:La "manoj" de la sistemo, kiuj plenumas komandojn de la PLC. Tio inkluzivas:
- Kontrolaj Valvoj:Por reguligi la fluon de ingrediencoj, vaporo kaj fridigaĵo.
- Variablofrekvencaj transmisioj (VFD-oj):Por kontroli la rapidon de pumpiloj, agitiloj, kaj la rapidmotoroj de la malvarmiga unuo.
- Motorstartigiloj:Por pli grandaj ekipaĵoj kiel pumpiloj kaj kompresoroj.
Programaro:
- Kontrola Logiko:La programo funkcianta sur la PLC, kiu faras decidojn (ekz., "SE la temperaturo estas tro alta, TIAM malfermu la malvarmigan valvon pli ofte").
- SCADA (Superrigarda Kontrolo kaj Datuma Akiro):Programara sistemo funkcianta sur centra komputilo, kiu provizas altnivelan superrigardon de la tuta fabriko. Ĝi kolektas datumojn de ĉiuj PLC-oj, montras tendencojn, generas raportojn kaj registras historiajn datumojn.
3. Kiel ĝi kontrolas la procezon de produktado de margarino
La kontrolsistemo administras ĉiun etapon de produktado:
1. Preparado kaj Dozado de Ingrediencoj (Olea Fazo kaj Akva Fazo):
- Funkcio:Precize regas la pumpilojn kaj valvojn por miksi la ĝustajn kvantojn de rafinitaj oleoj, emulsiigiloj, kolorigiloj (beta-karoteno) kaj vitaminoj (olea fazo) kaj akvo, salo, laktoproteinoj kaj konserviloj (akva fazo).
- Kontrola Ago:La PLC ricevas fluomezurilajn datumojn kaj ĝustigas reguligajn valvojn aŭ VFD-ojn sur pumpiloj por atingi la precizajn receptoproporciojn.
2. Emulsifikado:
- Funkcio:Regas la emulsiigilon por krei stabilan akvo-en-olean emulsion.
- Kontrola Ago:Regas la rapidon de la agitilo kaj certigas, ke ingrediencoj estas tenataj je specifa temperaturo.
3. Pasteŭrizado:
- Funkcio:Varmigas la emulsion ĝis specifa temperaturo por mortigi iujn ajn mikroorganismojn.
- Kontrola Ago:La PLC uzas temperatursensilon en la elirejo de la pasteŭrizilo por moduli vaporan kontrolvalvon, konservante precizan, antaŭdifinitan temperaturon.
4. Malvarmiĝo kaj Kristaliĝo (La Votanto™ / SSHE):
- Ĉi tiu estas la plej kritika kontrolfazo.La teksturo kaj ŝmiriĝeblo de la fina produkto estas determinitaj ĉi tie.
- Funkcio:Precize regas la skrapitajn surfacajn varmointerŝanĝilojn (SSHEojn) kaj ripozajn tubojn (kolektilojn).Kontrola Ago:Kompleksa buklo de temperaturo, premo kaj fluokontrolo. La PLC konstante ĝustigas la malvarmigajn valvojn kaj VFD-ojn sur la motoroj de la motoroj surbaze de la sensora retrosciigo.
- SSHE-oj:La PLC strikte reguligas la temperaturon kaj premon de la amoniaka aŭ freona fridigaĵo. Ĝi ankaŭ monitoras kaj kontrolas la rapidon de la mutatora (skrapila) ŝafto ene de la tubo. Rapido estas decida por varmotransigo kaj kristala formado.
- Ripozaj Tuboj (Plekiloj):Kontrolas la flukvanton kaj tentempon por permesi al la graskristaloj formiĝi en la specifa polimorfa formo (β'), kiu donas al margarino ĝian glatan, ŝmireblan teksturon.
5. Laborado kaj Pakado:
- Funkcio:Por ujo-margarino, la mola produkto estas simple pumpita al plenigmaŝinoj. Por blokmargarino, ĝi povas esti plu prilaborita kaj poste eltrudita.
- Kontrola Ago:Kunordigas la rapidon de la plenigilo kun la eligo de la malvarmiga linio. Monitoras la pezon de la pakaĵo kaj administras la transportilan sistemon.
4. Altnivelaj Funkcioj
Modernaj regsistemoj ofertas pli ol nur bazan regadon:
- Recepto-Administrado:Konservu centojn da receptoj. Funkciigisto povas simple elekti "Tub Soft" aŭ "Baking Block" sur la HMI, kaj la sistemo aŭtomate agordas ĉiujn parametrojn (temperaturojn, rapidojn, flukvantojn).
- Tendencaj kaj Historiaj Datumoj:Spuru procezajn variablojn laŭlonge de la tempo. Ĉi tio estas valorega por solvi problemojn (ekz., "Kial la teksturo de la produkto ŝanĝiĝis je la 14:00?") kaj por kvalitaj revizioj.
- Alarma Administrado:Tuj avertu funkciigistojn pri problemoj (ekz., "Malalta premo en amoniaka linio", "Alta temperaturo-alarmo ĉe SSHE n-ro 3").
- Aro-Raportado kaj Spurebleco:Registru ĉiujn datumojn por ĉiu produktada aro, kreante ciferecan spuron por plena spurebleco de kruda materialo ĝis preta produkto.
Resumo
La "kontrolsistemo" en margarinproduktado estas tre integra aŭtomatiga sistemo. Ĝi transformas kompleksan kemian kaj fizikan procezon, kiu implikas precizan temperaturon, tondadon kaj kristaliĝan kontrolon, en fidindan, ripeteblan kaj efikan operacion, certigante, ke la fina produkto sur la superbazara breto ĉiam estas kohera.
Komisiado de la Ejo






